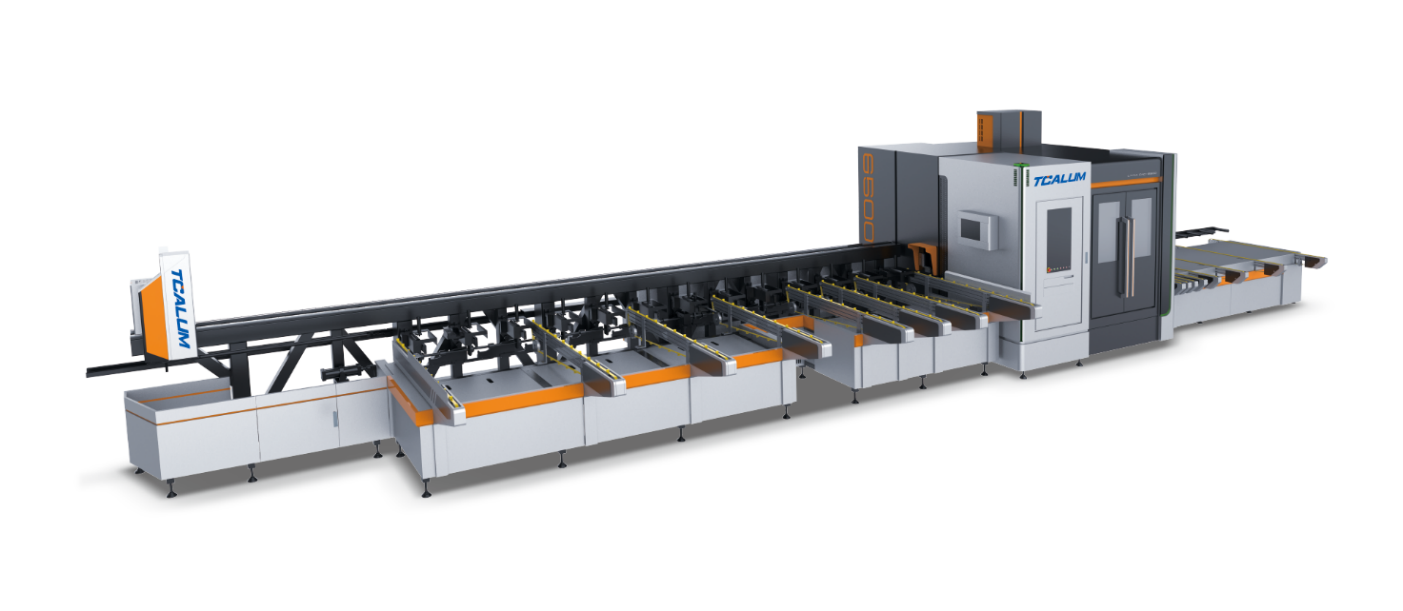



☆ 由上料区、加工区和出料区共三个部分组成。
☆ 加工区包含钻铣加工和锯切加工两个独立的单元。
☆ 锯切加工单元可高效连续完成铝型材45°、90°、135°的混合锯切加工;也可完成45°~135°范围内的任意角度锯切加工。
☆ 钻铣单元位于主机进料侧,在型材上方、下方、前面和后定位面四个方向均布置有电主轴,电主轴夹持铣刀,还在型材的前面方向布置有切割激光头,在型材的后定位面方向布置有切割激光头。由此,钻铣单元可以完成型材上、下、前、后四个方向的铣刀钻铣加工、型材前面的激光切割加工和型材后立面的激光切割加工。
☆ 钻铣单元铣刀和激光平行排列,位于相同的X向位置,可以方便的选择激光加工或铣刀加工。
☆ 前面方向的铣刀和切割激光头可以实现水平方向(0°)加工和10°、20°、30°方向的倾斜,可以实现如隐形排水槽等图元加工的自动避位。
☆ 后定位面方向的铣刀和切割激光头可以实现水平方向(0°)加工和10°(或15°)方向的倾斜,可以实现如斜向销钉孔等图元加工的自动避位。
☆ 工作台上具备固定式后定位面,用于切割加工时的型材夹紧定位,最大限度提高型材锯切加工精度。
☆ 工作台上型材的水平压紧机构设置有双层压紧装置,满足较高型材的定位夹紧,提高稳定性。
☆ 工作台具备水平移动功能,用于配合锯切机头完成料头、料尾和料损的落料,使排料顺畅;也可以完成锯切返程的避让,避免锯片返程时扫料,提高锯片的使用寿命。
☆ 工作台水平移动配合锯切机头可以完成门料尖角变平角的锯切加工。
☆ 工作台面具备气浮装置,用于在增加定位精度的同时对型材底面进行清理和冷却,送料时实现微观悬浮送料,提高稳定性,避免工作台揭膜。
☆ 上料机具备极窄料扶正功能,可以实现瘦高料或者不能平稳站立进料类型型材的平放输送和站立切割。
☆ 钻铣单元结构紧凑,实现最小型材悬伸加工。
☆ 钻铣单元与送料机构中间留有维修通道,可以方便的进行换刀和维修等操作。
☆ 整体集成式结构设计,配置集中式吸尘装置和排屑器,最大程度的实现铝屑、料头不落地,实现料屑分离,提高生产现场的整洁度。
☆ 配置条码(二维码)的自动打印和自动粘贴装置,实现型材的自动贴码功能,组建E-Work数字化工厂系统。
☆ 切割激光头具备伺服调焦功能,可以实现不同截面型材的激光加工。
☆ 移动部分均采用高精度直线导轨副,运行平稳,保证加工精度。
☆ 送料机械手运动采用伺服驱动,可实现X、Y、Z三轴自动控制,可根据型材截面自动夹持。并采用高精度齿轮齿条传动,保证送料精度。
☆ 采用电机直联锯片,切割平稳,加工精度高;采用伺服驱动完成锯切功能,实现快进、工进和快退功能,提高加工效率。
☆ 高精度数控系统,保证设备运行稳定可靠。
☆ 出料机械手伺服驱动,可实现快速出料和快速定位功能,并能够实现最短240mm短料的自动输出。
☆ 直线导轨副及滚珠丝杠配备自动润滑系统,有效提高使用精度和使用寿命。
☆ 配备高分辨率摄像头与液晶显示屏,实时直观的观看锯切工作状态。
☆ 配备激光切割专用空气压缩机,保证切割精度。
☆ 配备激光器专用水冷机,保证激光系统的稳定运行。
☆ 锯片规格:Ф550×Ф30×4.4×144T(金刚石)
☆ 锯切电机功率:3.0 kW
☆ 整机电源容量:60kVA
☆ 钻铣电主轴功率:6kW×4
☆ 激光器功率:3kW
☆ 输入电压:380V 50Hz
☆ 工作气压:0.5~0.8MPa
☆ 耗气量:150L/min
☆ 切割激光头加工高度:150mm
☆ 切割型材高度:30~150mm
☆ 切割型材宽度:30~150mm
☆ 最大原材料长度:6500mm
☆ 最小原材料长度:1000mm
☆ 下料长度范围:240~6500mm
☆ 任意角度误差: ±5′
☆ 锯切长度精度:±0.08mm
☆ 重复定位误差:±0.02mm
☆ 外形尺寸:15000×5000×2500 mm
☆ 总重量:7200 kg